热油循环节能技术
本公司自主研发的节能科技成果,不同于单一变频等其它节能技术存在“以降低效率,达到低能耗”的缺陷。它有效地解决了热油循环系统普遍存在的“高能耗、低效率”的技术难题,为热油循环系统的节能技术做出了不小的贡献。
热油循环节能技术的组成
节能技术由实地采集,系统设备诊断分析,系统优化改造,配套相适应的节能泵等四部分组成。
热油循环节能技术应用步骤
(1)公司委派***人员,实地检测“原热油循环系统”各项数据和设备参数;
(2)复核系统各项数据和设备参数,准确判断引起“高能耗”和各种原因,准确找到更好的工况点;
(3)通过整改系统不利因素降低“无效能耗”,消除引起高能耗的不合理因素,并按更好运行工况参数定做热油循环系统、节能泵,替换目前处于不利工况、低效率运行的油泵,以达到更好的节能效果。
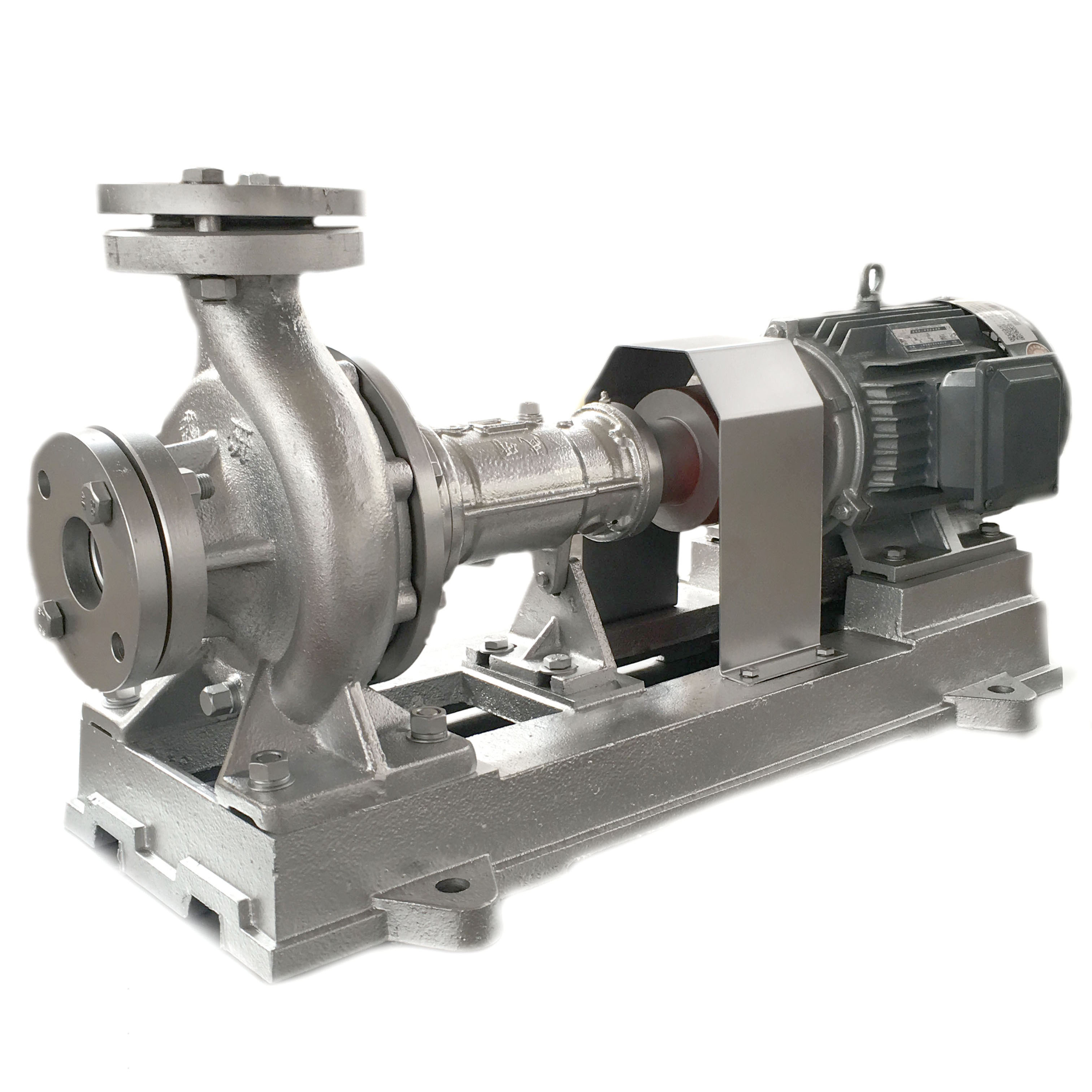
节能泵的优点
节能油泵与普通油泵相比,具有噪音更低、振动更小,寿命更长的优点,在纺织印染、化工、木材建筑、医药、造纸等干燥工艺领域里。是企业节约成本的更好的选择。
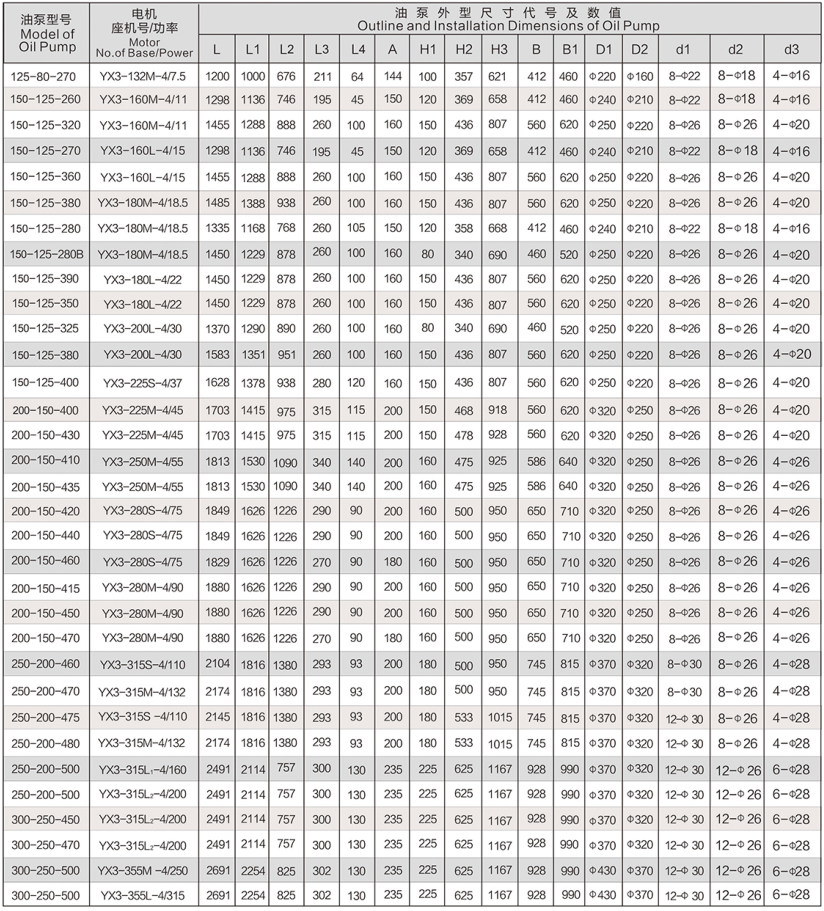
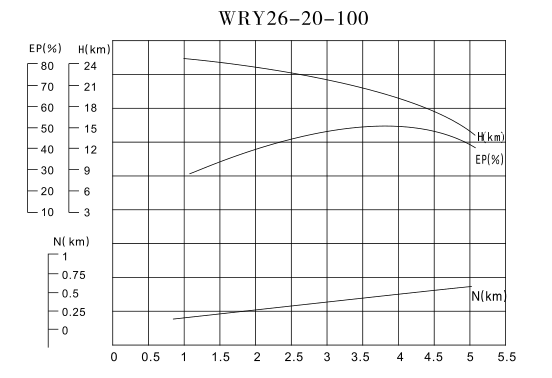
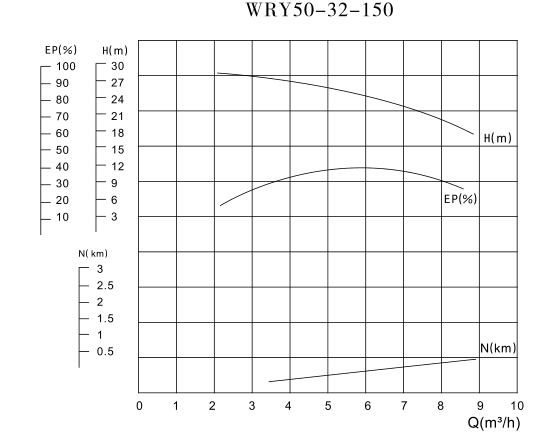
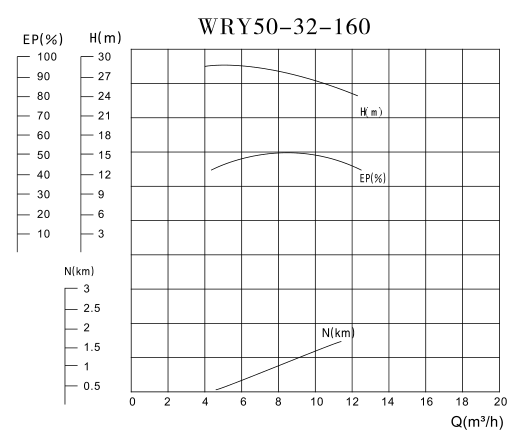
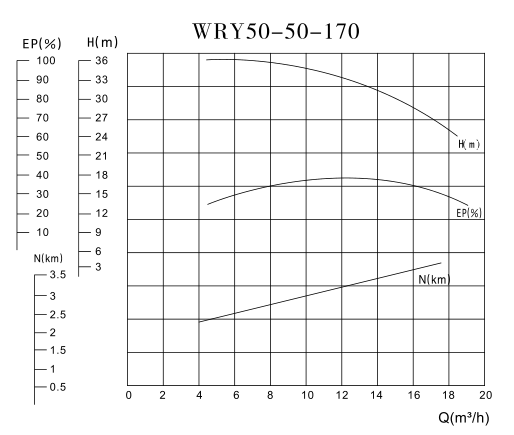
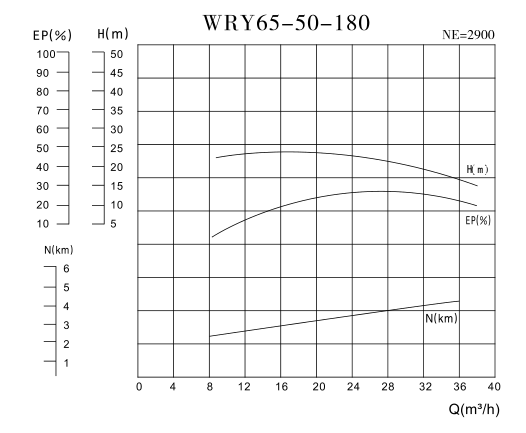
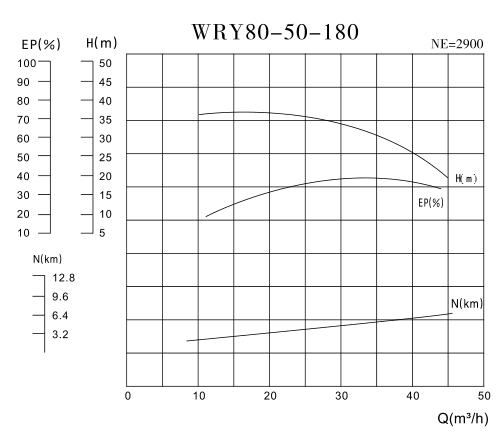
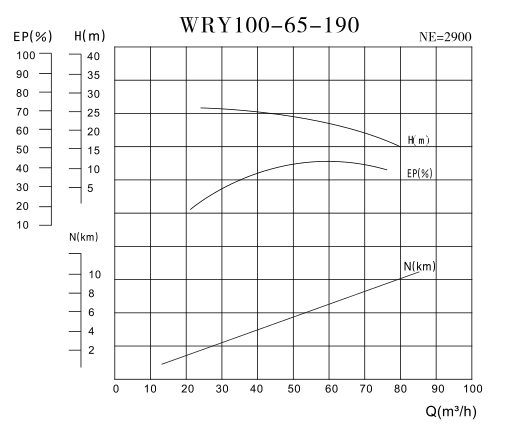
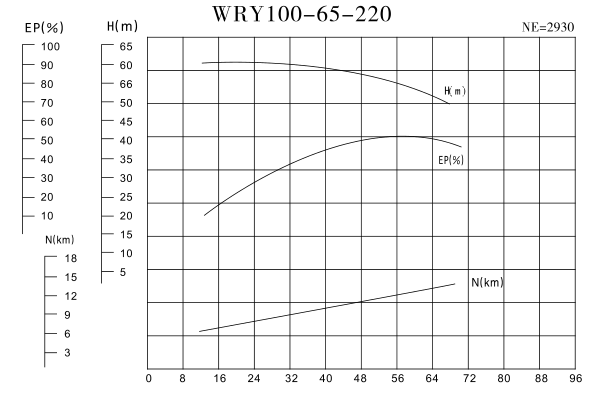
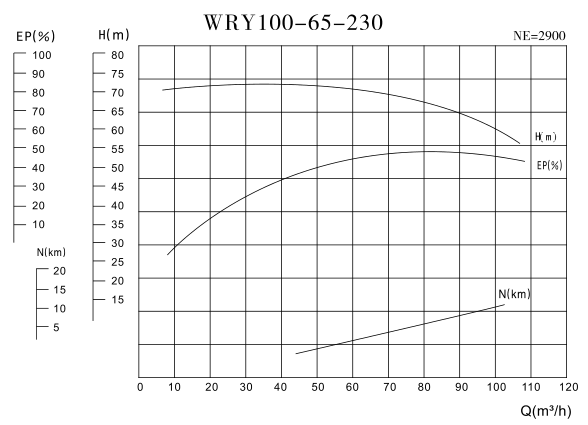
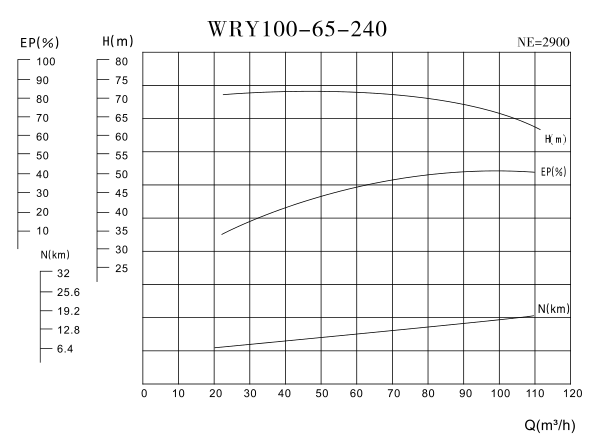
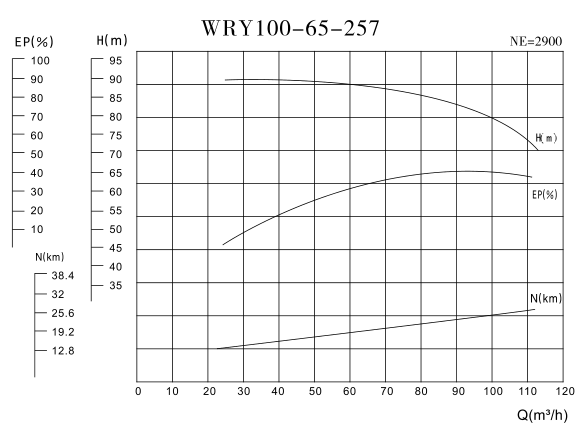
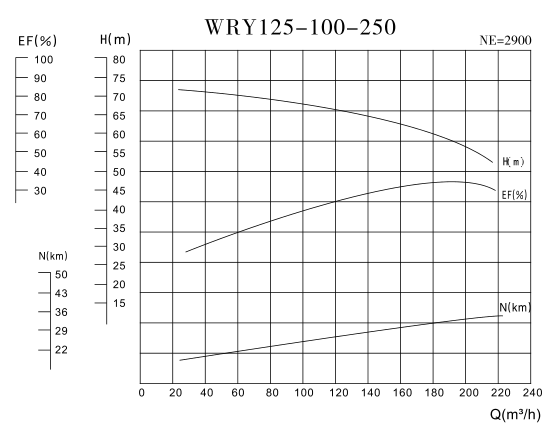
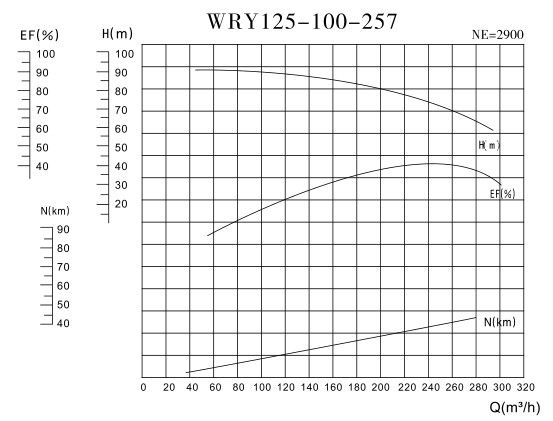
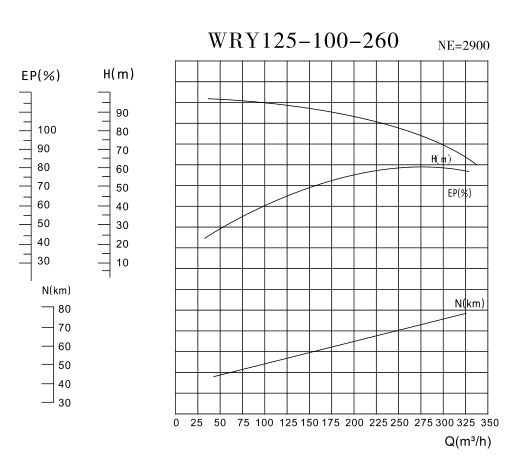
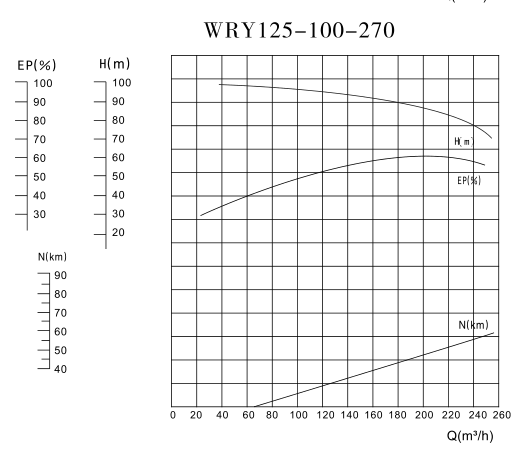
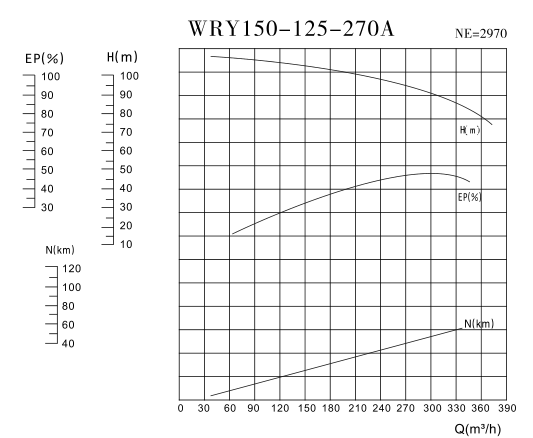
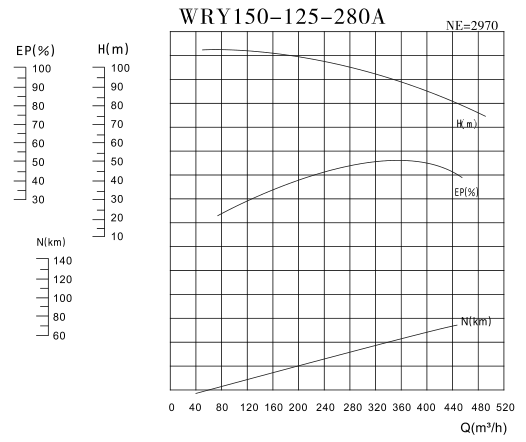
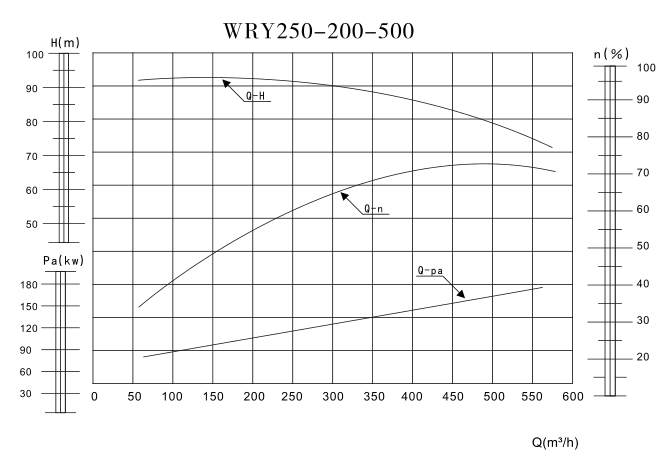
WRY系列 节能热油泵 规格参数
| 型 号 | 流量 | 扬程 | 转速 | 功率KW | 效率 | 气蚀余量 |
| m3/h | m | r/min | 轴功率 | 配用功率 | n% | m |
| 125-80-270 | 75 | 20 | 1460 | 6.7 | 7.5 | 63 | 1.8 |
| 150-125-260 | 150 | 16 | 1460 | 8.5 | 11 | 75 | 1.8 |
| 150-125-320 | 100 | 30 | 1460 | 8.5 | 11 | 70 | 1.3 |
| 150-125-270 | 160 | 18 | 1460 | 11 | 15 | 75.5 | 2 |
| 150-125-360 | 120 | 36 | 1460 | 11.7 | 15 | 73 | 1.5 |
| 150-125-380 | 125 | 45 | 1460 | 15 | 18.5 | 72 | 1.3 |
| 150-125-280 | 180 | 20 | 1460 | 15 | 18.5 | 75.5 | 2.3 |
| 150-125-395 | 130 | 50 | 1460 | 19 | 22 | 73 | 1.9 |
| 150-125-350 | 140 | 40 | 1460 | 19 | 22 | 73 | 1.8 |
| 150-125-320 | 200 | 32 | 1470 | 26 | 30 | 76 | 2.2 |
| 150-125-380 | 160 | 45 | 1470 | 26 | 30 | 73 | 1.9 |
| 150-125-400 | 180 | 50 | 1480 | 31 | 37 | 74 | 1.8 |
| 200-150-400 | 260 | 50 | 1480 | 38 | 45 | 75 | 2.6 |
| 200-150-430 | 240 | 60 | 1480 | 38 | 45 | 73.5 | 2.3 |
| 200-150-410 | 300 | 50 | 1480 | 45.5 | 55 | 78 | 2.8 |
| 200-150-435 | 280 | 60 | 1480 | 46 | 55 | 75 | 2.6 |
| 200-150-420 | 400 | 50 | 1480 | 62 | 75 | 79 | 3.6 |
| 200-150-440 | 380 | 60 | 1480 | 62.5 | 75 | 77.5 | 3.5 |
| 200-150-465 | 300 | 70 | 1480 | 63 | 75 | 75 | 3.6 |
| 200-150-415 | 450 | 50 | 1480 | 75 | 90 | 80.5 | 4.2 |
| 200-150-450 | 420 | 60 | 1480 | 76 | 90 | 79.5 | 3.6 |
| 200-150-470 | 350 | 70 | 1480 | 77 | 90 | 76 | 3.1 |
| 250-200-460 | 460 | 60 | 1480 | 92 | 110 | 79.8 | 4 |
| 250-200-475 | 430 | 70 | 1480 | 94 | 110 | 78.5 | 3.6 |
| 250-200-470 | 560 | 60 | 1480 | 112 | 132 | 81 | 4.6 |
| 250-200-480 | 500 | 70 | 1480 | 113 | 132 | 80 | 4.5 |
| 300-250-500 | 600 | 72 | 1480 | 142 | 160 | 80.2 | 9.6 |
以上均为常规型号参数,如需其他型号、规格、参数,我司可按要求加工定制,详情请来电洽商!